1. ג73 (שפּאָן ברייקינג ציקל) איז יוזשאַוואַלי געניצט פֿאַר פּראַסעסינג האָלעס דיפּער ווי 3 מאל די בויער דיאַמעטער, אָבער נישט יקסיד די עפעקטיוו בלייד לענג פון די בויער. 2. ג81 (פּליטקע לאָך ציקל) איז יוזשאַוואַלי געניצט פֿאַר דרילינג צענטער האָלעס, טשאַמפערינג און האָלעס ניט יקסידינג 3 מאל די בויער דיאַמעטער. מיט די ימערדזשאַנס פון ינערלעך קאָאָלינג מכשירים, אין סדר צו פֿאַרבעסערן פּראַסעסינג עפעקטיווקייַט, דעם ציקל וועט אויך זיין אויסגעקליבן פֿאַר דרילינג. 3. ג83 (טיף לאָך ציקל) איז יוזשאַוואַלי געניצט פֿאַר פּראַסעסינג טיף האָלעס.
ווען די מאַשין איז יקוויפּט מיט שפּינדל צענטער קאָאָלינג (וואַסער ווענטיל)
ווען די געצייַג אויך שטיצט צענטער קאָאָלינג (וואַסער ווענטיל)
דער בעסטער ברירה איז די ברירה פון G81 צו פּראָצעס האָלעס
די הויך-דרוק קולאַנט וועט ניט בלויז נעמען אַוועק די היץ דזשענערייטאַד בעשאַס דרילינג, אָבער אויך שמירן די קאַטינג ברעג מער בייַצייַטיק. דער הויך דרוק וועט אויך גלייַך ברעכן די בויער טשיפּס. די דזשענערייטאַד קליין טשיפּס וועט אויך זיין דיסטשאַרדזשד פון די לאָך אין צייט מיט די הויך-דרוק וואַסער לויפן, אַוווידינג די טראָגן פון די מכשירים און קוואַליטעט דערנידעריקונג פון די פּראַסעסט לאָך געפֿירט דורך צווייטיק קאַטינג. זינט עס איז קיין פּראָבלעם פון קאָאָלינג, לובריקיישאַן און באַזייַטיקונג פון שפּאָן, דאָס איז די סייפאַסט און מערסט עפעקטיוו לייזונג צווישן די דריי דרילינג סייקאַלז.
Xinfa CNC מכשירים האָבן די טשאַראַקטעריסטיקס פון גוט קוואַליטעט און נידעריק פּרייַז. פֿאַר דעטאַילס, ביטע באַזוכן:קנק מכשירים מאַניאַפאַקטשערערז - טשיינאַ קנק מכשירים פאַבריק & סופּפּליערס (xinfatools.com)
די פּראַסעסינג מאַטעריאַל איז שווער צו ברעכן טשיפּס אָבער אנדערע אַרבעט טנאָים זענען גוט
ווען עס איז קיין שפּינדל צענטער קאָאָלינג (וואַסער ווענטיל)
ניצן G73 איז אַ גוט ברירה
דעם ציקל וועט דערגרייכן שפּאָן ברייקינג דורך אַ קורץ פּויזע צייט אָדער אַ קליין דיסטאַנסע פון ריטראַקשאַנז, אָבער די בויער ביסל דאַרף האָבן אַ גוט שפּאָן באַזייַטיקונג פיייקייט. א סמודער שפּאָן נאָרע וועט לאָזן די טשיפּס צו זיין דיסטשאַרדזשד פאַסטער צו ויסמיידן ענטאַנגגאַלד מיט די טשיפּס פון די ווייַטער דרילינג, און דערמיט דיסטרויינג די קוואַליטעט פון די לאָך. ניצן קאַמפּרעסט לופט ווי אַ אַגזיליערי שפּאָן באַזייַטיקונג איז אויך אַ גוט ברירה.
אויב די אַרבעט טנאָים זענען אַנסטייבאַל
ניצן G83 איז די סייפאַסט ברירה
טיף לאָך פּראַסעסינג וועט פאַרשאַפן די קאַטינג ברעג פון די בויער ביסל צו געשווינד טראָגן ווייַל עס קענען ניט זיין קולד און לובראַקייטיד אין צייט. די טשיפּס אין די לאָך וועט אויך זיין שווער צו זיין דיסטשאַרדזשד אין צייט רעכט צו דער טיף. אויב די טשיפּס אין די שפּאָן נאָרע פאַרשפּאַרן די קולאַנט, דאָס וועט נישט בלויז שטארק רעדוצירן די לעבן פון די געצייַג, אָבער די טשיפּס וועט אויך מאַכן די ינער וואַנט פון די פּראַסעסט לאָך ראַפערער רעכט צו צווייטיק קאַטינג, וואָס וועט פאַרשאַפן אַ ראָצכיש ציקל.
אויב די געצייַג איז אויפגעשטאנען צו דער רעפֿערענץ הייך -R נאָך דרילינג אַ קורץ דיסטאַנסע -Q, עס קען זיין מער פּאַסיק ווען פּראַסעסינג לעבן די דנאָ פון די לאָך, אָבער עס וועט נעמען אַ פּלאַץ פון צייט צו פּראָצעס דער ערשטער העלפט פון די לאָך, וואָס ז ומנייטיק וויסט.
איז עס אַ מער אָפּטימיזעד אופֿן?
דאָ זענען צוויי וועגן צו נוצן G83 טיף לאָך ציקל
1: ג83 X_ י_ ז_ ר_ ק_ פ_
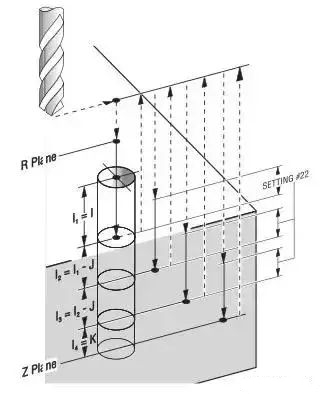
2: ג83 X_ י_ ז_ איך_ דזש_ ק_ ר_ פ_
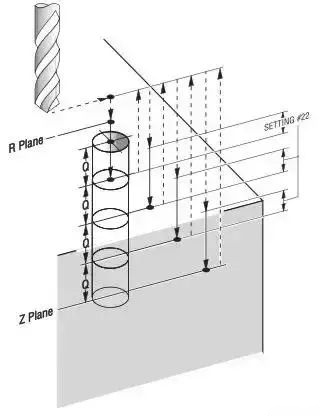
אין דער ערשטער אופֿן, די Q ווערט איז אַ קעסיידערדיק ווערט, וואָס מיטל אַז פון די שפּיץ צו די דנאָ פון די לאָך, די זעלבע טיפקייַט איז געניצט פֿאַר פּראַסעסינג יעדער מאָל. רעכט צו דער נויט פֿאַר פּראַסעסינג זיכערקייַט, דער קלענסטער ווערט איז יוזשאַוואַלי אויסגעקליבן, וואָס אויך מיטל די קלענסטער מעטאַל באַזייַטיקונג קורס, און אַ פּלאַץ פון פּראַסעסינג צייט איז ווייסטאַד ומזעיק.
אין די רגע אופֿן, די טיפקייַט פון יעדער קאַטינג איז רעפּריזענטיד דורך I, J, און K ריספּעקטיוולי:
ווען די אַרבעט צושטאַנד אין די שפּיץ פון די לאָך איז גוט, מיר קענען שטעלן אַ גרעסערע איך ווערט צו פֿאַרבעסערן פּראַסעסינג עפעקטיווקייַט;
ווען די אַרבעט צושטאַנד אין די מיטן פון די פּראַסעסינג לאָך איז דורכשניטלעך, מיר נוצן אַ ביסלעכווייַז רידוסט דזש ווערט צו ענשור זיכערקייַט און עפעקטיווקייַט; ווען די אַרבעט צושטאַנד אין די דנאָ פון די פּראַסעסינג לאָך איז שלעכט, מיר שטעלן די ק ווערט צו ענשור פּראַסעסינג זיכערקייַט.
אין פאַקטיש נוצן, די רגע אופֿן קען פאַרגרעסערן דיין דרילינג עפעקטיווקייַט מיט 50% און קאָסטן נול!
פּאָסטן צייט: יולי 22-2024


